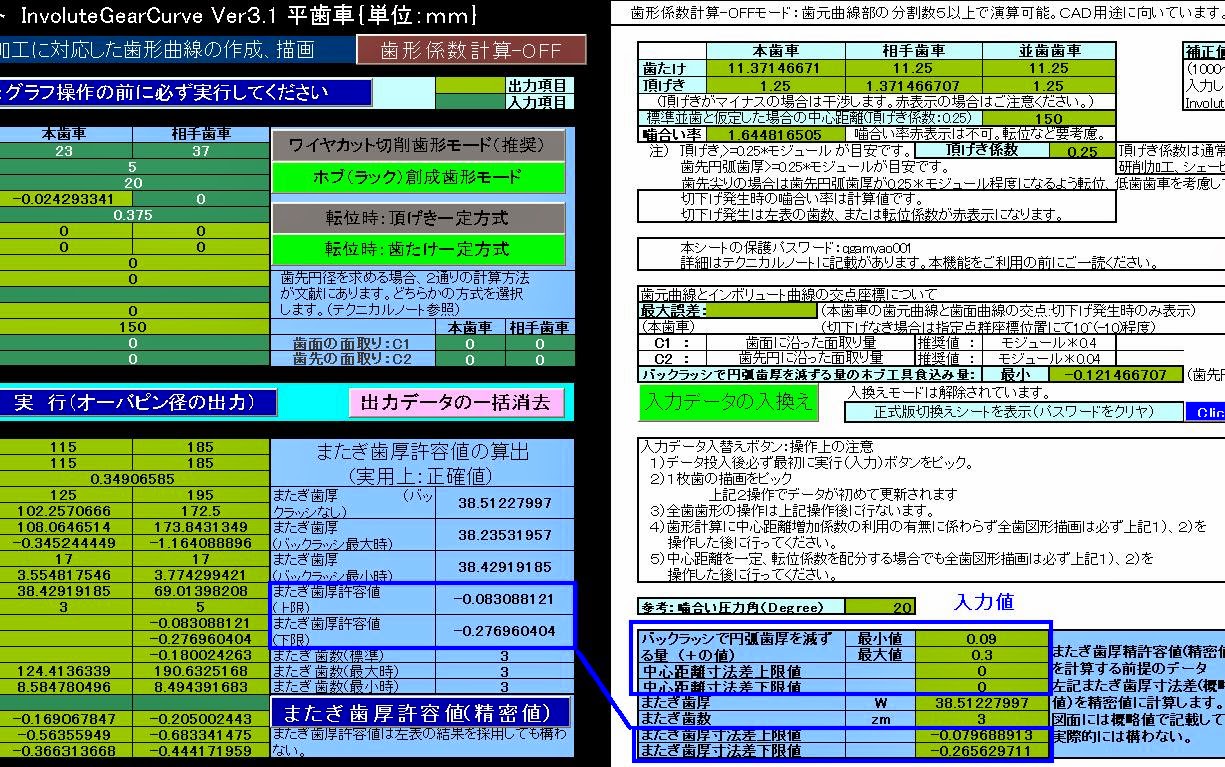
歯車の入出力画面。他に中心距離を入力することで、転位係数を設定する画面があるが、後述する。濃い緑のセルがデータを入力する項目。黄緑のセルが出力数値。基本的な操作は
{データ入力}=>{実行(入力)} で済む。
右上に{歯形係数計算OFF}の文字があるが、CADに取り込むための歯形データ、対の歯車のコマ送りかみ合い画像データの取得の場合は、{歯形係数計算OFF}でよい。このボタンをクリックすると{歯形係数計算ON}に表示が切り替わる。
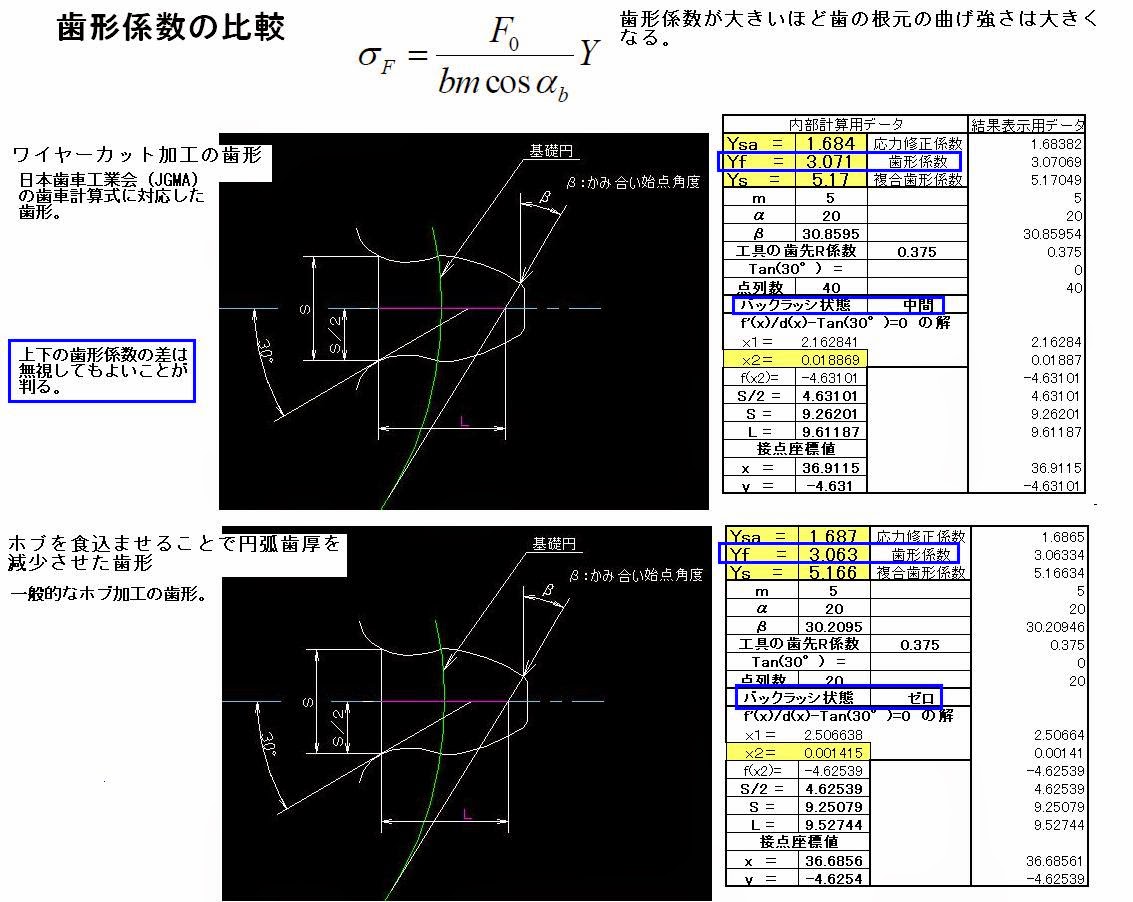
{歯形係数計算ON}は歯形係数の算出が必要な場合に使用する。本ソフトの歯形係数計算は転位係数、アンダーカットによる歯元の食込み量、バックラッシのための円周歯厚削減量をパラメータに持っている。アンダーカットの歯元曲線は厳密な幾何曲線(トロコイド曲線)で表示し、計算も幾何曲線応じた数値を算出するようにしている。
専門的な話になりますが、市販の設計書は歯車の一般的な計算式をベースに歯形データを得ています。転位がなく、円周歯厚削減量ゼロの歯形であれば、全く問題はないのですが、転位が存在すると実際の加工された歯車の歯底円径はわずかに増減します。この増減量は歯形係数に影響を与えるために、実際の歯車理論の歯形係数計算式は現実の歯形にはわずかでも一致しない数値を出力してしまいます。本ソフトでも同様です。しかし、本ソフトはその誤差の影響をなくす出力値を得る工夫をしています。それが、{ホブラック創成モード}ボタンです。このモードを利用することで、転位歯車、円周歯厚を削減したバックラッシのための歯形係数計算、CAD利用の歯形データの取得が可能になります。このあたりの説明も後述する予定です。尚、加工誤差の範疇だから別にどうでもよいのでは?というアバウトな指摘をする方もおられますが、加工誤差の範疇に含めてしまうとちょっと怖いですね。